BLOG



Rok założenia firmy 1992
Dlaczego w miarę upływu czasu, wydruki tracą swoją jakość
Historia druku atramentowego
-
1749 Nollet Wpływ elektryczności statycznej na strumień kropli cieczy.
-
1833 Savart Zastosowanie energii akustycznej do utworzenia jednorodnych kropli.
-
1859 Magnus Eksperymenty nad odchylaniem naładowanych kropli cieczy.
-
1865 Plateau Zależność rozmiaru strugi od wymiarów kropli i częstotliwości.
-
1867 Lord Kelvin Pierwsze praktyczne prace nad systemem ciągłej strugi cieczy.
-
1874 Patent Kelvina dotyczący syfonowego rekordera, który był w 1876 w użyciu na końcu linii telegraficznej. Syfon, który rozpylał ciągły strumień atramentu na poruszający się papier był sterowany przez sygnał.
-
1878/79 Lord Raleigh Teoretyczne podstawy tworzenia ciągu kropli cieczy związane z naturalnymi niestabilnościami.
-
1929 Hansell Doświadczenia z elektrostatycznym odchylaniem strugi.
-
1932 RCA Com. Atramentowy rekorder do telefaksów: atrament był wypychany przez dyszę, rozpylany i rzutowany na obracający się walec papierowy. Elektromagnetycznie sterowana blaszka zmieniała kierunek strumienia atramentu.
-
1938 Genschmer Pulsujący ciśnieniowy ejektor kropli.
-
1951 Elmquist Pierwsze zastosowania – rekorder.
-
1964 R. G. Sweet Patent dotyczący elektrostatycznie odchylanych strug atramentu.
-
1968 Hertz Druk ciągły.
-
1972 Zoltan Patent dotyczący druku impulsowego (drop-on demand).
-
1984 HP 2225 Think Jet, pierwsza termiczna drukarka na rynku.
-
1984 Seiko Epson Piezo Ink Jet.
-
1994 Canon Bubble Jet 200.
-
1994 Lexmark, Xerox Drukarka termiczna.
-
1995 Tektronix Phaser 340 transfer polegający na zmianie fazy atramentu.
-
1996-97 Wprowadzenie 6 lub 8 kolorowych zestawów atramentów do osiągnięcia prawie fotograficznej jakości wydruku.
Rynek druku atramentowego
Wraz z dynamicznym rozwojem druku cyfrowego coraz większego znaczenia nabiera zagadnienie zapewnienia jakości wydruków eksponowanych w różnorodnych warunkach. Jest to dość trudne wyzwanie, bo o jakości wydruku decyduje zastosowana technologia druku oraz wzajemne oddziaływanie atramentu z mediami. Doskonalenie pewnych właściwości atramentów może być w konflikcie z doskonaleniem mediów, na przykład papier fotograficzny o pięknym połysku zawiera mikropory wchłaniające atrament, ale umożliwia jednocześnie bezpośredni kontakt cząsteczek atramentu z destrukcyjnymi gazami atmosferycznymi takimi jak ozon, tlenki siarki.
Aby podnieść jakość wydruków nieustannie modyfikuje się zarówno skład atramentów jak i właściwości mediów, jak to jest zilustrowane na poniższym schemacie:

Rynek atramentowego druku cyfrowego dzieli się na segmenty, jak to zilustrowano poniżej, charakteryzujące się specyficznymi wymaganiami co do jakości wydruków.
-
Biuro i dom – wymagana jest niezawodność i łatwa obsługa,
-
Fotografia cyfrowa –precyzyjne (ostre) wydruki o żywych barwach odporne na czynniki zewnętrzne,
-
Reklama zewnętrzna – wydruki muszą być trwałe, odporne na blaknięcie,
-
Przemysł – druk dostosowany do skali masowej

Technologie druku cyfrowego
Druk atramentowy można zaklasyfikować jako cyfrowy proces bezmatrycowy. Innymi słowy, w porównaniu z procesem konwencjonalnym, który wykorzystuje fizyczny nośnik obrazu lub płytę (matrycę) do przenoszenia tuszu na papier, dane cyfrowe można wielokrotnie bezpośrednio przekształcać w produkt drukowany. Wszystkie procesy nazywane drukiem atramentowym mają jeden wspólny czynnik. Aby utworzyć obraz, tusz jest wyrzucany przez bardzo małe otwory, tworząc krople, które są kierowane na podłoże. Druk atramentowy jest procesem drukowania bez uderzenia. Ze względu na prostotę tego procesu istnieje wiele zastosowań i technologii dostępnych na rynku. Naukowcy opracowali wiele metod wyrzucania i formowania kropli. Jedynymi ograniczeniami w stosowaniu tej technologii do nowych lub wyższej jakości cyfrowych rozwiązań obrazowych są wyobraźnia i ograniczenia fizyczne. Z powodu tego, że żaden proces druku atramentowego ani sposób wykonania głowicy drukującej nie spełniał wszystkich rodzajów wymagań, istnieje wiele różnic technicznych między różnymi metodami druku atramentowego, które są w użyciu.
Istnieją dwie główne technologie głowic drukujących na rynku, jedna, która wytwarza krople ciągle, i jedna, która wytwarza krople na żądanie. Konstrukcja głowicy drukującej na żądanie można podzielić na cztery metody: piezoelektryczną, termiczną, akustyczną i elektrostatyczną. Obecnie technologia druku termicznego dominuje na rynku niskobudżetowych drukarek kolorowych. Zarówno metoda druku elektrostatycznego, jak i akustycznego jest nadal w fazie rozwoju, i istnieje tylko kilka produktów dostępnych komercyjnie.
Druk atramentowy można sklasyfikować jako cyfrowy proces bez matrycy. Innymi słowy, w porównaniu do konwencjonalnego procesu, który wykorzystuje fizyczny nośnik obrazu lub płytę (matrycę) do przenoszenia atramentu na papier, dane cyfrowe mogą być wielokrotnie konwertowane bezpośrednio na drukowany produkt. Wszystkie procesy nazywane atramentowymi mają jeden wspólny czynnik. Aby utworzyć obraz, atrament jest wyrzucany przez bardzo małe otwory, tworząc kropelki, które są kierowane na nośnik. Druk atramentowy to bezudarowy proces drukowania. Ze względu na prostotę tego procesu, obecnie na rynku dostępnych jest wiele różnych zastosowań i technologii. Naukowcy opracowali szeroką gamę metod wyrzucania i formowania kropel. Jedynymi ograniczeniami w stosowaniu tej technologii do nowych lub wyższej jakości rozwiązań obrazu cyfrowego są wyobraźnia i ograniczenia fizyczne. Ze względu na fakt, że żaden proces druku atramentowego lub produkcja głowic drukujących nie spełnia wszystkich wymagań, istnieje wiele różnic technicznych między różnymi stosowanymi metodami druku atramentowego.
Na rynku dostępne są dwie główne technologie głowic drukujących: jedna, która wytwarza krople w sposób ciągły i druga, która wytwarza krople na żądanie. Głowice drukujące kroplami na żądanie można podzielić na cztery metody: piezoelektryczną, termiczną, akustyczną i elektrostatyczną. Obecnie technologia termicznego druku atramentowego dominuje na rynku kolorowych drukarek klasy low-end. Zarówno elektrostatyczne, jak i akustyczne metody druku atramentowego wciąż znajdują się w fazie rozwoju, a na rynku dostępnych jest zaledwie kilka produktów.
Technologia druku ciągłego (continuous ink jet printing)
Zasadniczo druk atramentowy ciągły oznacza, że atrament jest dostarczany pod ciśnieniem wystarczającym do wytworzenia strumienia. Strumień rozpada się na krople o różnych rozmiarach w oparciu o fale powierzchniowe wytwarzane przez wibrator piezoelektryczny. W ten sposób występuje ciągły przepływ kropel, które muszą zostać odchylone, albo do materiału, albo do rynny, aby utworzyć obraz. Zwykle siła odchylająca jest typu elektrostatycznego, a krople atramentu są naładowywane, gdy odrywają się od strumienia.
Trudno jest osiągnąć rozdzielczość powyżej 300 dpi. Rozwiązaniem tego problemu jest system zmiennej wielkości kropli atramentu. Atrament musi mieć taki skład, aby jego krople można było naelektryzować.

Technologia druku na żądanie (drop on demand)
We wszystkich metodach druku na żądanie dopływ atramentu nie jest pod wystarczającym ciśnieniem, aby utworzyć strumień. Atrament jest przechowywany w małej komorze i tworzy menisk przy otworze. Kropla atramentu jest wytwarzana tylko wtedy, gdy jest wymagana do utworzenia kropki na nośniku. Nie ma potrzeby odchylania, a krople nie muszą być naładowane (naelektryzowane).
W piezoelektrycznym druku atramentowym element piezoelektryczny służy do wyciskania pojedynczych kropel z małej komory poprzez zmianę jej kształtu. Po przyłożeniu pola elektrycznego do aktywowanej piezoelektrycznie ścianki komory, wymiar ścianki zmienia się w niewielkim stopniu, proporcjonalnie do przyłożonego napięcia. W zależności od polaryzacji przyłożonego napięcia, jest to albo minutowe skurczenie, albo minutowe rozszerzenie. W drugim przypadku kropla atramentu jest wypychana z dyszy.
Termiczny druk atramentowy opiera się na założeniu, że gdy ciecz jest odparowywana, jej objętość znacznie się zwiększa. W termicznej głowicy drukującej atrament jest podgrzewany przez rezystor i tworzy się pęcherzyk pary. Ciśnienie wewnątrz komory wzrasta z powodu wzrostu pęcherzyka, a kropla jest wypychana przez dyszę. Gdy ciepło zostaje nagle odcięte, kropla uwalnia się, a pęcherzyk opada z powrotem na grzałkę. W tym samym momencie ciśnienie spada, a komora napełnia się atramentem ze zbiornika atramentu i cykl rozpoczyna się od nowa.
Druk cyfrowy wykonuje się przy pomocy dwóch podstawowych technologii wytwarzania kropli atramentu przez głowicę drukującą:
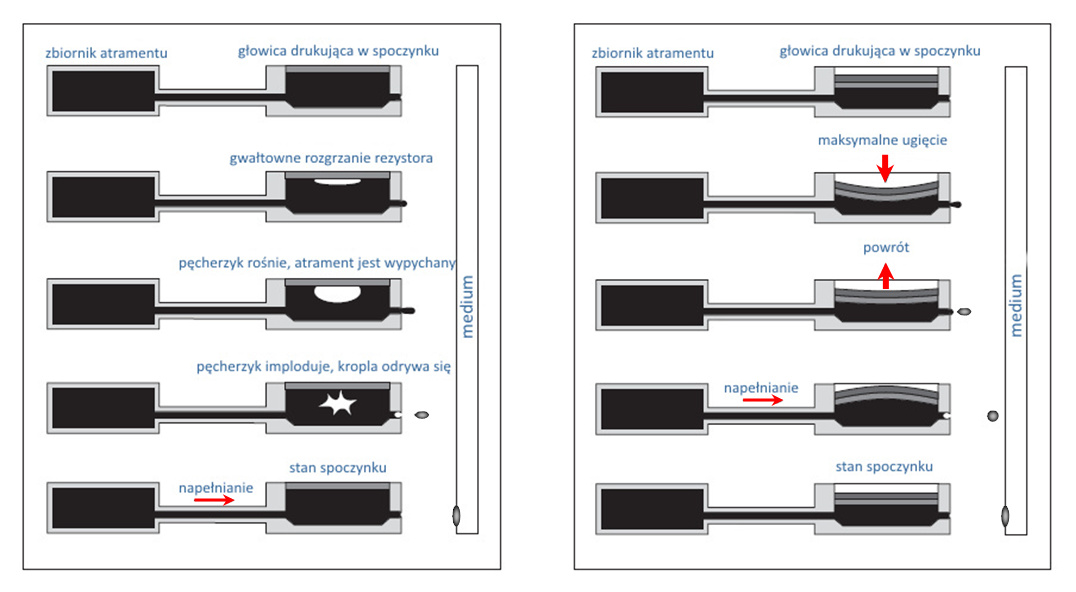
Głowica termiczna Głowica piezoelektryczna
Przykładowe wydruki otrzymane przy pomocy różnych technologii wydruku:

Zakres odwzorowania barw przy pomocy różnych technologii druku:

Gama barw wydruku: Biała linia – druk offsetowy, Czarna linia – druk cyfrowy
Obie metody druku odwzorowują jedynie fragment zakresu barw dostępnego dla oka ludzkiego.
Powstawanie wydruku cyfrowego
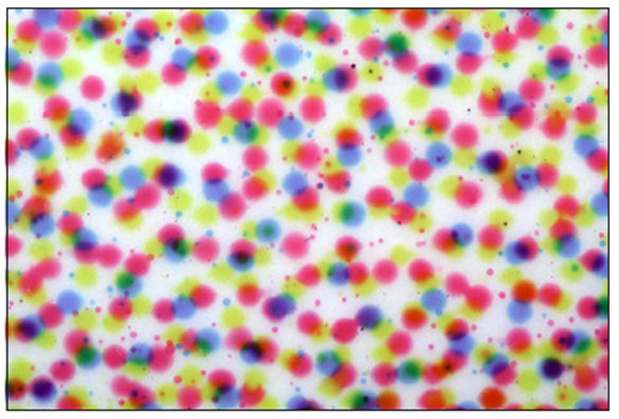

Obraz jest tworzony z punktów (kropek). Różne barwy powstają poprzez nakładanie się podstawowych kolorów na siebie. Powiększenie 50 x . Widoczne są tzw. satelity punktów.
Wymagania stawiane atramentom
Różne zastosowania drukarek atramentowych i konstrukcje głowic drukujących wymagają różnych receptur atramentów. Skład chemiczny i receptura atramentu nie tylko określają charakterystykę tworzenia kropli i niezawodność systemu drukowania, ale także determinują jakość drukowanego obrazu. Oprócz zgodności ze specyfikacją kolorów, atrament nie powinien wnikać tak głęboko w nośnik, aby był widoczny od tyłu. Takie przenikanie atramentu zmniejsza również rozdzielczość obrazu. Z drugiej strony, ta właściwość jest potrzebna do skrócenia czasu schnięcia, rozmazywania i przenikania kolorów. Ponadto druk powinien być odporny na działanie światła i wody, aby spełnić wymagania użytkowników.
Aby zapewnić niezawodność druku, atrament musi być opracowany tak, aby umożliwić stabilne tworzenie kropli w trybie ciągłym lub na żądanie. Dwie główne właściwości kontrolujące tworzenie kropli to lepkość i napięcie powierzchniowe. W zależności od konstrukcji głowicy drukującej, należy je traktować w różny sposób. Na przykład termiczna atramentowa głowica drukująca wymaga atramentu, który można odparować, takiego jak atrament wodny lub na bazie wody. Tymczasem piezoelektryczna głowica drukująca wymaga lepkiego atramentu, aby osiągnąć przepływ atramentu przez strukturę. Co więcej, atrament musi być kompatybilny z różnymi składnikami systemu płynów. Oznacza to, że atrament nie powinien wykazywać żadnych reakcji chemicznych, takich jak korozja, pęcznienie lub niekorzystne interakcje z komponentami głowicy drukującej, i że można go łatwo zmyć z otworów i płytek ładujących. Wreszcie, atrament nie może stwarzać żadnych problemów dla zdrowia lub bezpieczeństwa, ani nie powinien sprzyjać rozwojowi drobnoustrojów.
Wymienione powyżej wymagania dotyczące wydajności stanowią jedynie krótki przegląd pożądanych właściwości fizycznych i chemicznych atramentów do drukarek atramentowych. W rzeczywistości struktura chemiczna atramentu i jego interakcja z nośnikiem druku mają ogromny wpływ na jakość druku i obrazu.
Ogólne wymagania stawiane atramentom są następujące:
-
Odpowiednia barwa jest podstawową własnością atramentów używanych do druku na ploterach wielkoformatowych i drukarkach biurowych,
-
Atrament nie może wnikać zbyt głęboko w podłoże, na którym wykonuje się wydruk, a jego przeciekanie na drugą stronę jest niedopuszczalne. Taki efekt znacznie obniża rozdzielczość wydrukowanego obrazu. Z drugiej strony, ta własność atramentu skraca czas schnięcia, redukuje zacieki i rozmazywanie się wydruku,
-
Wydruk powinien być odporny na promieniowanie słoneczne i wilgoć zawartą w atmosferze oraz inne czynniki destrukcyjne.
Ponadto doskonały atrament:
-
Powinien zawierać tylko składniki przyjazne środowisku,
-
Nie powinien wykazywać sedymentacji (osadzania się składników) nawet podczas długiego składowania oraz nie powinien zatykać dysz głowicy drukującej podczas intensywnego drukowania,
-
Powinien wolno odparowywać z głowicy drukującej,
-
Powinien szybko wysychać na powierzchni wydruku,
-
Nie powinien wchodzić w jakąkolwiek reakcję chemiczną, nie może korodować lub powodować wybrzuszeń albo innych niekorzystnych efektów podczas kontaktu ze składnikami głowicy drukującej,
-
Nie powinien się pienić podczas druku ani zawierać pęcherzyków powietrza,
-
Powinien być łatwo wymywany z dysz drukujących,
-
Nie może powodować jakichkolwiek problemów zdrowotnych, problemów związanych z bezpieczeństwem, ani też nie powinien wywoływać wzrostu mikrobów.
W zależności od rodzaju zastosowanej głowicy drukującej atrament powinien mieć odpowiednio dobrane własności fizyko-chemiczne. Dla termicznej (strumieniowej) głowicy drukującej, na przykład, wymaga się od atramentu, aby odparowywał jak woda. Tymczasem, dla piezoelektrycznej głowicy drukującej konieczne jest, aby atrament był na tyle lepki, by płynął przez tę strukturę.
Wymagania stawiane atramentom można następująco podsumować:

Parametry charakteryzujące atramenty
Podstawowe parametry określające najważniejsze cechy atramentów to:
- Lepkość
- pH
- Napięcie powierzchniowe
- Przewodność
- Zdolność filtracyjna
- Rozmiar cząstek
- Barwa
Lepkość: Decyduje jak łatwo atrament popłynie. Jest to własność cieczy, która charakteryzuje jego spostrzeganą “grubość” albo opór podczas przepływu. Lepkość wraz z napięciem powierzchniowym określa rozmiar kropli atramentu. Jeżeli jest zbyt wysoka – atrament nie może popłynąć przez głowicę drukującą i może zdarzyć się jego niedobór. Jeżeli jest zbyt mała – atrament przecieknie przez głowicę drukującą. Jednostka miary: Centypuaz (cP) 1 cp = 0.001 Pa∙s.
pH: Określa kwasowość lub zasadowość gotowego atramentu. Barwniki również są w stanie zadecydować o pH atramentu, gdyż każdy barwnik ma swój stabilny zakres pH. Jeśli atrament jest zbyt kwaśny – pojawiają się spieki na termistorze i może nastąpić uszkodzenie elektroniki głowicy drukującej i innych elementów metalowych. Jeśli atrament jest zbyt zasadowy to mogą pojawić się spieki i głowica drukująca może również ulec uszkodzeniu.

Napięcie powierzchniowe: Miara energii koniecznej by powiększyć powierzchnię płynu. Ta własność wraz z lepkością określa rozmiar kropli i określa na ile kropla atramentu przeniknie i rozpłynie się na papierze. Jeżeli jest zbyt wysokie – kropelki atramentu będą zbyt małe i nie będą mogły rozpłynąć się dość dobrze co powoduje powstanie białych przestrzeni albo prążków; obraz będzie wydawał się zbyt jasny. Jeżeli jest zbyt niskie – kropelki atramentu mogą rozpłynąć się za bardzo powodując zacieki, pasemka, przenikanie barw. Ponadto, krople mogą stać się zbyt duże zmniejszając zdecydowanie rozdzielczość obrazu.

Napięcie powierzchniowe – zjawisko fizyczne występujące na styku powierzchni cieczy z ciałem stałym, gazowym lub inną cieczą. Zjawisko to polega na powstawaniu dodatkowych sił działających na powierzchnię cieczy w sposób kurczący ją tak, że zachowuje się ona jak sprężysta błona. Jednostka: J/m2
Przewodność: Ma duże znaczenie przy określaniu pomiaru czystości atramentu. Ponieważ barwniki zawierają zwykle pewne ilości soli np. NaCl i Na2SO4, to sole te mogą wytrącać się z atramentu i spowodować, że powstanie osad powodujący zapychanie dysz. Jednostka: Siemens (S).
Zdolność filtracyjna: Określa, czy atrament został przefiltrowany prawidłowo. Określa ilość przefiltrowanego atramentu przez sub-mikronowy filtr w określonym czasie. Jeśli atrament nie jest filtrowany właściwie, to spowoduje zatkanie głowicy drukującej. Zbyt wysoka przesączalność może świadczyć o złych komponentach atramentu lub o wzroście biologicznym (bakterie, grzyby itp.).
Rozmiar cząstek: Parametr używany do określenia rozmiaru lub wartości średniej rozkładu wielkości cząstek pigmentu zawartych w atramencie po ostatecznym jego przefiltrowaniu. Jednostka: Mikron (μ) (1 milionowa część metra)
Barwa: Barwa jest związana z odpowiednią koncentracją barwnika. W przypadku zbyt wysokiej pojawią się zacieki, osad, obraz będzie zbyt gęsty w wyniku czego utraci szczegóły. Podobnie dla zbyt małej koncentracji barwnika obraz będzie za jasny i utraci szczegóły.

Podstawowe składniki atramentów do drukarek i ploterów
Typowe komponenty wchodzące w skład atramentu są następujące:
-
Barwnik: Barwnik albo pigment. Zwykle 2-8% z wagi całkowitej atramentu.
-
Rozpuszczalnik: Podstawowy składnik atramentu, który rozpuszcza albo tworzy zawiesinę barwników. Typowe rozpuszczalniki to: woda, alkohole i keton metylo-etylowy. Zwykle 35-80 %.
-
Środki powierzchniowo-czynne, środki zwilżające: Dodane powodują obniżenie napięcia powierzchniowego atramentu i pomagają w jego przenikaniu do podłoża, zwykle w proporcjach 0.1-2.0 % pierwszego i 1-5 % drugiego składnika.
-
Środek zwiększający rozpuszczalność barwników: Po dodaniu zwiększa rozpuszczalność barwnika w podstawowym rozpuszczalniku. Zwykle 2-5 %.
-
Dyspergator: Po dodaniu pomaga w powstaniu koloidalnej zawiesiny pigmentu. Np. specjalna sadza, zwykle 3-8 %.
-
Substancja pochłaniająca wilgoć: Dodawana, aby hamować parowanie atramentu. Np. w atramentach na bazie wody zazwyczaj stosowane są glikole. Zwykle 10-30 %.
-
Modyfikator lepkości: Środek dodawany, aby podnieść lepkość atramentu, jest to często substancja pochłaniająca wilgoć jak np. glikole. Zwykle 1-3 %.
-
Bufor pH: Najczęściej modyfikuje się pH atramentu w kierunku zasadowym. Zwiększa to kompatybilność atramentu z częściami metalowymi drukarki (korozja głowicy drukującej zachodzi znacznie wolniej). Dalsze zmiany pH mogą już wpływać na barwę atramentu. Zwykle 0.1-1.0 %.
-
Czynnik chelatujący: Dodany do kompleksów jonów metali przeszkadza budowie centrów parowania. Zwykle 0.1-0.5 %.
-
Środek bakterio i owadobójczy: Dodany by zabić bakterie i inne organizmy. Zwykle 0.1-0.3 %.
-
Filtr UV, Antyutleniacz, Inhibitor wolnego rodnika: Dodawany, aby zwiększyć odporność atramentu na promieniowanie, lub by przeszkodzić degradacji długich łańcuchów cząsteczek barwnika. Zwykle 1-5 %.

Barwniki stosowane w produkcji atramentów.
Chemiczna struktura barwników.
Istnieje ścisły związek między składem chemicznym i kolorem barwników organicznych. Wszystkie barwniki zawierają system sprzężonych -C=C- podwójnych wiązań węglowych. Paleta kolorów barwników jest związana z obecnością szczególnych grup atomów, tzw. chromoforów i auksochromów, które muszą zawierać system sprzężonych podwójnych wiązań.
Chromofory są dawcami elektronów (donorami) a antyauksochromy są biorcami elektronów (akceptorami). Chromofory są liniowymi lub cyklicznymi układami sprzężonych podwójnych wiązań węglowych i są czasami nazywane chromogenami.
Organiczne związki nabierają barw poprzez absorpcję promieniowania elektromagnetycznego z widzialnego zakresu fal o długościach od 400 do 700 nm.

Cząsteczka kumaryny z charakterystycznymi wiązaniami podwójnymi
Wszystkie cząsteczki mają zapełnione lub puste orbitale elektronowe. Sprzężone wiązania umożliwiają, aby elektrony były zdelokalizowane w układzie łańcucha lub pierścienia.
Energia światła widzialnego lub ultrafioletowego (10-400 nm), jest absorbowana przez cząsteczkę barwnika i jest zużywana do wybicia jednego z elektronów ze stanu podstawowego do stanu orbitalnego o wyższej energii. Różnica energii pomiędzy najwyższym zajęty orbitalem cząsteczkowym (HOMO) i najniższym nie zajętym orbitalem cząsteczkowym (LUMO) ma decydujące znaczenie w określeniu koloru pigmentu albo barwnika.
Cechy charakterystyczne barwników i pigmentów
Z punktu widzenia stabilności wydruków atramentowych różnice własności barwników i pigmentów są decydujące.
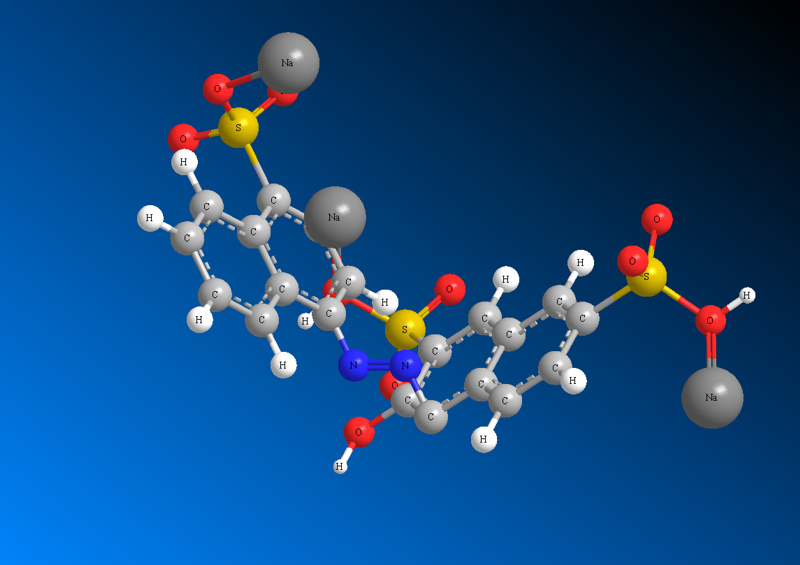

Przykładowa struktura barwnika: C.I. acid red 27 Przykładowa struktura cząsteczki pigmentu: C.I. pigment blue 15
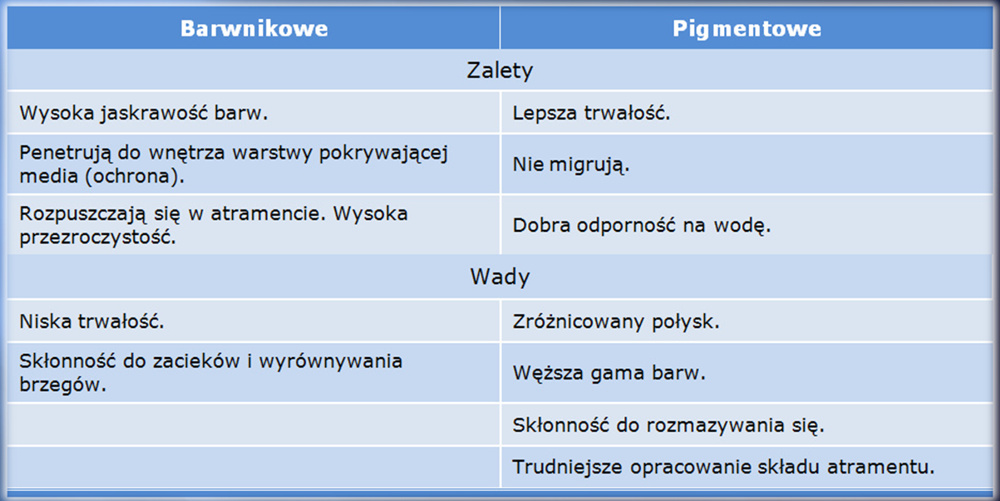
Porównanie właściwości barwników i pigmentów

Konsekwencją właściwości barwników i pigmentów są następujące wady i zalety odpowiednich atramentów:
Mechanizmy "starzenia się" wydruków atramentowych
W kontakcie z promieniowaniem i atmosferą, media i składniki atramentów, tracą barwę w różnym stopniu. Proces foto-degradacji wydruków nie jest pojedynczym, dobrze określonym procesem, częściej jest to cała grupa mechanizmów, które muszą być dobrze zrozumiane, aby zwiększyć odporność atramentu na działanie światła.


Fotostabilność barwników można zwiększyć poprzez:
- skrócenie czasu ich życia w wzbudzonym stanie singletowym tj. poprzez dodanie tzw. antyoksydantów (antyutleniaczy)
- zmianę struktury chemicznej (dodanie nowych grup funkcyjnych).
Fotokataliza
Katalityczne zanikanie barwy zdarza się, gdy jeden barwnik może przenosić zaabsorbowaną energię do innego barwnika o niższych poziomach energetycznych. Powiększa w ten sposób wrażliwość tego barwnika na promieniowanie. Aby zaszło katalitycznego zanikania barwy, barwniki muszą być wymieszane na wydruku. Na przykład, w drukarkach atramentowych można zaobserwować katalityczne zanikania koloru czerwonego (magenta) w obecności koloru cyjanowego, to jest, w obszarach o różnym odcieniu niebieskiej barwy, gdzie cyjanowe i czerwone kropelki atramentu nakładają się na siebie.

Wilhelm Imaging Research Inc. Grinnell Iowa USA
Agregacja barwników i pigmentów
Barwniki agregując stają się bardziej oporne na zanikania barwy niż w stanie jednocząsteczkowym.
Pozytywny skutek, który agregacja może mieć na odporność na działanie światła jest przypisywany kilku czynnikom:
- Większe agregaty zmniejszają efektywność ataku rodnika z powodu mniejszej powierzchni na jednostkę masy barwnika. Światło jest absorbowane przez warstwy powierzchniowe większych agregatów i gdy zewnętrzna warstwa jest zdegradowana, reagenty dyfundują wolniej, przez co później osiągają wnętrze nieuszkodzonego barwnika.
- Innym czynnikiem jest to, że czas życia barwnika w stanie wzbudzonym jest krótszy dla agregatów, co powoduje, że barwnik ma mniej czasu by zaszła niekorzystna reakcja.
Podobne argumenty zwykle objaśniają lepszą odporność pigmentów na działanie światła niż barwników. Jednak rozmiar cząsteczek pigmentu musi być odpowiedni w stosunku do wymagań współczesnych głowic drukujących. Pigment nie może zatykać dyszy drukujących i ponadto musi zapewnić odpowiednią gamę kolorów. To powoduje, że zaczynają tracić swą naturalną przewagę, gdyż nowe technologie wymagają coraz mniejszych rozmiarów cząsteczek.
Agregacja barwników może być regulowana na kilka sposobów:
- Polega na wpływaniu na rozpuszczalność barwników wskutek obecności drugiego rozpuszczalnika.
- Bardziej zasadowe pH i dodatek soli też prowadzą do zwiększenia agregacji cząsteczek.
Dwie najważniejsze zmienne kontrolujące agregację cząsteczek to stężenie barwnika i stężenie rozpuszczalnika w wysychającej kropelce atramentu w warstwie wydruku. Zmniejszenie stężenia barwnika i/lub wzrost stężenia rozpuszczalnika prowadzi do mniejszej liczby cząsteczek barwnika w kropelce atramentu, zatem powstawanie dużych agregatów cząsteczek jest utrudnione.
Użycie rozcieńczonego atramentu, w sześciokolorowym układzie barw podstawowych, aby uzyskać lepszą jaskrawość i kontrast obrazu, zmniejsza odporność na działanie światła przynajmniej dwukrotnie.
Wpływ modyfikatorów
Modyfikatory używane do produkcji atramentu mogą wpływać na jego odporność na promieniowanie (światło). Na przykład, optyczne wybielacze, głównie używane podczas druku na papierze stosowane, aby papier wydawał się bielszy, mogą mieć duży wpływ na mechanizm blaknięcia wydruku. Wybielacze są zaprojektowane aby absorbować fotony o określonej energii (zwykle światło UV) i emitować fotony o niższej energii z widzialnego widma. Gdy dochodzi do kontaktu barwnika z wybielaczem to ma on okazję aby absorbować energię, nie od tylko fotonu, ale i od optycznie wzbudzonej cząsteczki wybielacza. Ten mechanizm przenoszenia energii może działać jako dodatkowe centrum, gdzie zaczyna się i zachodzi kaskadowa reakcja fotochemiczna.
Dalej, powinno się mieć na uwadze, że składniki atramentu wybierane by stabilizować jeden barwnik mogą destabilizować inny.
Odporność na wodę
Stosuje się takie barwniki, aby dawały dużą elastyczność w formułowaniu atramentu i działały prawidłowo w drukarkach, a wydruki na papierze nie powinny ponownie rozpuszczać się albo rozmywać w kontakcie z wodą.
Istnieją dwa podejścia poprawiające własności atramentów:
- pierwszy opiera się na kontrolowaniu czynnika pH
- drugi bazuje na formie zwitterionowej barwników.
Odporność na wilgoć
Na wydruku pod wpływem wysokiej wilgotności i w wyższej niż normalna temperaturze, może nastąpić rozpad agregatów cząsteczek barwnika oraz jego dyfuzja powodująca rozmycie i zacieki wydruku.
Jak pokazują testy wykonane przez firmę Ilford, gęstość optyczna wydruku ulega zmianie od 1.5 do 3 razy szybciej w warunkach podwyższonej wilgotności przy jednoczesnym naświetlaniu promieniowaniem UV.
Aby rozdzielić te dwa efekty firma Kodak przeprowadziła badania wydruków przechowywanych w ciemności. Stwierdzono, że wilgotność powyżej 60% jest wystarczająca, aby zmiany wydruku były znaczące. Może pojawić się rozmazanie wydruku poprzez dyfuzję boczną barwników, zmiana gęstości optycznej i zmiana balansu odcieni barw (hue shift).

Odporność na ozon i inne polutanty
Istnieją hipotezy, że ozon jest główną przyczyną zanikania barw na wydrukach atramentowych.
Z drugiej strony, jest dobrze znanym faktem, że przepływ powietrza (np. klimatyzacja) powoduje zanikanie barw atramentu. Inne polutanty, takie jak NOX i SO2, w oczywisty sposób również wpływają na wydruk.

Wpływ ozonu na wydruki na papierach powlekanych.
Wpływ środowiskowego zanieczyszczenia na starzenie się wydruków był szeroko badany i stwierdzono, że mieszanina NO2/SO2 powoduje zażółcenie wydruku (papieru).

Przesunięcie kolorów spowodowane zanieczyszczeniami gazowymi w atmosferze.
Aby podnieść jakość wydruków nieustannie modyfikuje się zarówno skład atramentów jak i właściwości mediów. Jednak postęp technologiczny związany z syntezą barwników coraz bardziej odpornych na UV okupiony jest ich coraz mniejszą gamą ich barw.

Aby poprawić właściwości atramentów pigmentowych (skala barw) stosuje się odpowiednie proszki pigmentowe.

Wyspecjalizowane technologie umożliwiają redukcję rozmiarów pigmentów w takim stopniu, że atramenty pigmentowe mogą zbliżyć się do skali barw atramentów barwnikowych.

Jednak drastyczne zmniejszenie rozmiarów cząstek pigmentów obniża ich odporność na blaknięcie. Rozwiązaniem jest stosowanie pigmentów najwyższej jakości i czystości.
Wyniki testów starzeniowych wydruków
Kompleksowe testy przeprowadziła Barbara Vogt w Image Permanence Institute, Rochester NY.
Badane były wydruki na błyszczącym papierze fotograficznym.
Wydruki wykonane na papierze matowym są w przybliżeniu dwukrotnie bardziej odporne na czynniki destrukcyjne.
Największe zmiany związane z blaknięciem katalitycznym barwników zaszły dla atramentu cyjanowego. W mniejszym stopniu to samo zjawisko miało miejsce dla atramentu czerwonego (magenta), szczególnie wtedy, gdy został wymieszany z cyjanowym, aby uzyskać barwę niebieską.
Przebadano również wpływ gazów atmosferycznych i przepływu powietrza (np. klimatyzacja) na stabilność wydruków. Jednoczesne naświetlanie wydruku połączone z przepływem powietrza powodowało 3-krotnie szybsze zanikanie barw barwników.

Wyniki testów starzeniowych wydruków barwnikowych i pigmentowych.

Typowe natężenia oświetlenia w naszym otoczeniu.
Prognoza
Zmiany fotochemiczne w wydruku są takie same dla takiej samej dawki pochłoniętego promieniowania (natężenie światła x czas naświetlania).
Literatura
Martin C. Jürgens Preservation of Ink Jet Hardcopies
Capstone Project, Cross-Disciplinary Studies at Rochester Institute of Technology, Rochester, NY August 27, 1999.
Christine Halik Ink Jet Consumables and their influence on print quality
Ciba Specialty Chemicals, Bazel Switzerland 2003.
Shlomo Magdassi The Chemistry of Inkjet Inks
The Hebrew University of Jerusalem, Israel 2010.
Barbara Vogt Stability Issues and Test Methods for Ink Jet Materials
Thesis at the Department of Image Engineering, University of Applied Science, Cologne, Germany 2001.
Najnowsze posty
Unique Products for Unique People
since 1992
NA SKRÓTY
GODZINY OTWARCIA
9:00 - 17:00
9:00 - 17:00
9:00 - 17:00
9:00 - 17:00
9:00 - 17:00
Poniedziałek
Wtorek
Środa
Czwartek
Piątek
KONTAKT
ul. Wendy 15 D
80-299 Gdańsk
tel. +48 694-485-805
tel. +48 (58) 719-14- 58
marketing@
primjetcolor.com.pl
Projekt i wykonanie Prim Jet Color
NIP PL 583-000-27-17, Sąd Rejonowy Gdańsk-Północ w Gdańsku 7 Wydział Gospodarczy KRS 0000116923, Kapitał zakładowy 70 000 PLN